18.機械製図-穴の寸法の表し方(寸法記入方法)
『 JIS B 0001 機械製図 』においては、機械製図における図面の寸法記入方法の一つとして、穴の寸法の表し方が、例とともに以下のように規定されています。
(以下、引用)
【穴の寸法の表し方(寸法記入方法)】
穴の寸法の表し方は、次による。
a)
きり穴、打抜き穴、鋳抜き穴などの穴の加工方法による区別を示す必要がある場合には、工具の呼び寸法又は基準寸法を示し、その後に加工方法の区別を、加工方法の用語を規定している日本工業規格によって指示する(図143 及び 図144 参照)。ただし、表7 に示すものについては、この表の簡略指示によることができる。
備考:
この場合、指示した加工方法に対する寸法の普通許容差を適用する。
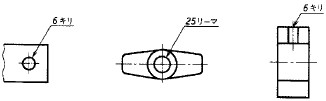
図143

図144
表7
(加工方法) ⇒ (簡略指示)
鋳放し ⇒ イヌキ
プレス抜き ⇒ 打ヌキ
きみもみ ⇒ キリ
リーマ仕上げ ⇒ リーマ
b)
一群の同一寸法のボルト穴、小ねじ穴、ピン穴、リベット穴などの寸法の表示は、穴から引出線を引き出して、その総数を示す数字の次に×を挟んで穴の寸法を記入する(図145 参照)。この場合、穴の総数は、同一箇所の一群の穴の総数(例えば、両側のフランジをもつ管継手ならば、片側のフランジについての総数。)を記入する。
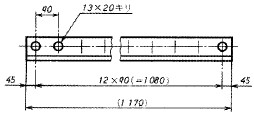
図145
c)
穴の深さを指示するときは、穴の直径を示す寸法の次に、”深さ”と書き、その数値を記入する[図146 a) 参照]。ただし、貫通穴のときは、穴の深さを記入しない[図146 b) 参照]。
なお、穴の深さとは、きりの先端の円すい部、リーマの先端の面取部などを含まない円筒部の深さ[図146 c) の H 参照]をいう。
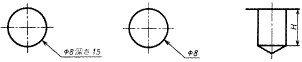
図146
d)
座ぐりの表し方は、座ぐりの直径を示す寸法の次に”座ぐり”と書く(図147 参照)。一般に黒皮を取る程度の場合には、座ぐりを表す図形は描かないし、その深さも指示しない。
また、”座ぐり”は、平仮名”ざぐり”、片仮名”ザグリ”、漢字と片仮名の混用”座グリ”でもよい。

図147
e)
ボルトの頭を沈める場合などに用いる深ざぐりの表し方は、深ざぐりの直径を示す寸法の次に”深ざぐり”と書き、次に”深さ”と書いてその数値を記入する。[図148 a) 及び b) 参照]。ただし、深ざぐりの底の位置を反対側の面からの寸法で指示する必要があるときは、寸法線を用いて表す[図148 c) 参照]。
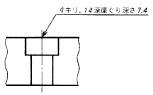
図148 a)
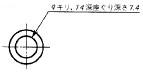
図148 b)
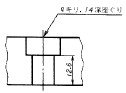
図148 c)
f)
長円の穴は、穴の機能又は加工方法によって寸法の記入方法を次のいずれかによって指示する(図149 参照)。
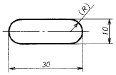
図149 a)
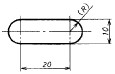
図149 b)

図149 c)
g)
傾斜した穴の深さは、穴の中心線上の深さで表す[図150 a) 参照]か、それによれない場合には、寸法線を用いて表す[図150 b) 参照]。

図150 a)
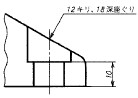
図150 b)